







Блог
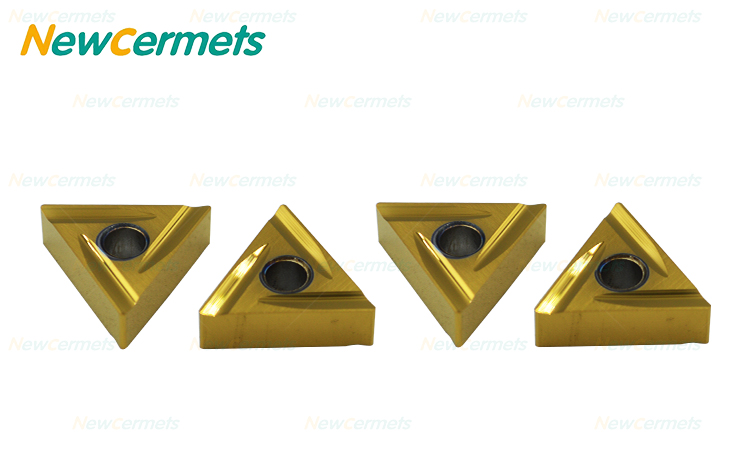
Шойын, түсті металдар, пластмассаларды кесу үшін V-CUT пышақтар, аяқ кесетін пышақтар, жону пышақтары, фрезерлік пышақтар, планка пышақтар, бұрғылау пышақтары, бұрғылау пышақтары және т.б. сияқты карбидті кірістірулер өндірісте және өндірісте кеңінен қолданылады. , химиялық талшықтар, Графит, шыны, тас және қарапайым болат ыстыққа төзімді болат, тот баспайтын болат сияқты өңдеуге қиын материалдарды кесу үшін де пайдаланылуы мүмкін.
2024-01-04
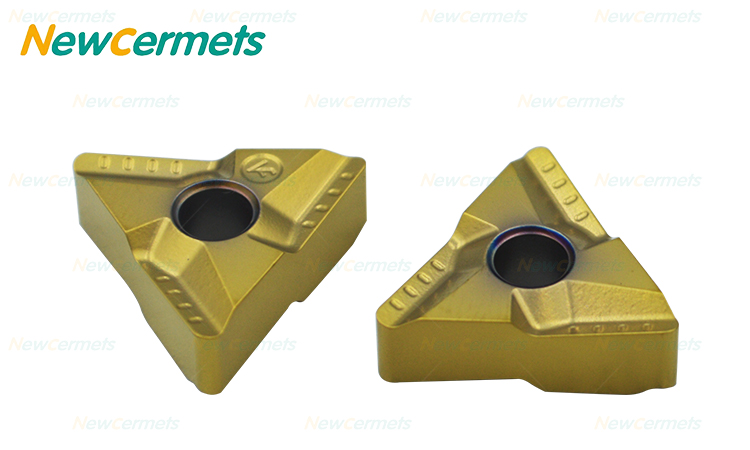
Цементтелген карбидті қалақтарды өндіру процесі кенді балқытып, содан кейін қалыптарға айдау немесе соғу арқылы қалыптасатын құюға немесе болатқа ұқсамайды, бірақ карбид ұнтағы (вольфрам карбиді ұнтағы, титан карбиді ұнтағы, тантал карбиді ұнтағы). 3000 °C немесе одан жоғары температураға жеткенде балқиды. ұнтақ және т.б.) агломерациялау үшін 1000 градус Цельсийден жоғары қыздырады. Анаға
2024-01-04

Цементтелген карбидті кірістірулер цементтелген карбидтен жасалған, ол балқитын металдың қатты қосындысынан және ұнтақ металлургия процесі арқылы байланыстыратын металдан жасалған қорытпа материалы болып табылады.
2024-01-04

CNC құралдарының негізгі қолдану саласы мыналарды қамтиды
2024-01-04
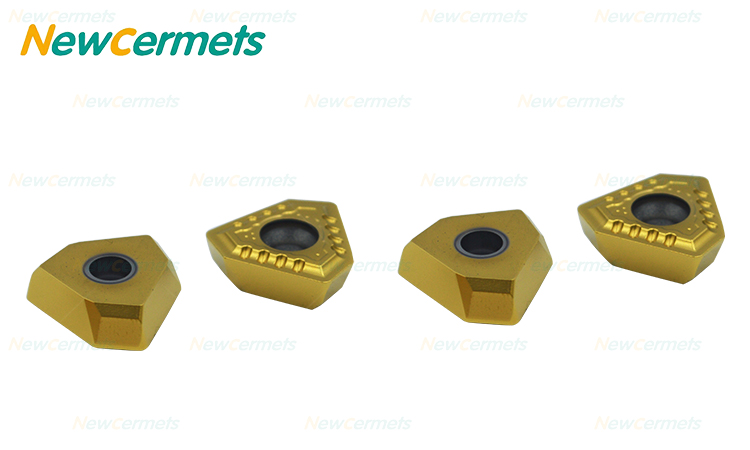
Карбидті құралдар, әсіресе индекстелетін карбидтік құралдар, CNC өңдеу құралдарының жетекші өнімдері болып табылады. 1980 жылдардан бастап қатты және индекстелетін карбидті құралдардың немесе кірістірулердің әртүрлілігі әртүрлі өңдеу өрістеріне кеңейді. Құралдар, қарапайым құралдар мен беттік фрезерлерден дәлдікке, күрделі және қалыптау құралдарына дейін кеңейту үшін индекстелетін карбид құралдарын пайдаланыңыз. Сонымен, карбидті құралдардың сипаттамалары қандай
2024-01-04
Карбидті кірістірулердің тозуы және сынуы жиі кездесетін құбылыстардың бірі болып табылады. Карбидті ендірмелер тозған кезде бұл өңдеу дәлдігіне, өндіріс тиімділігіне, дайындаманың сапасына және т.б. әсер етеді; Өңдеу процесі ендірме тозуының негізгі себебін табу үшін мұқият талданады.
2024-01-04

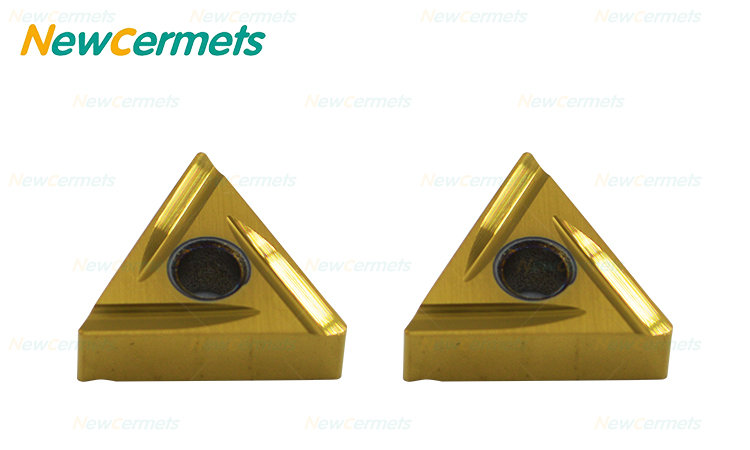
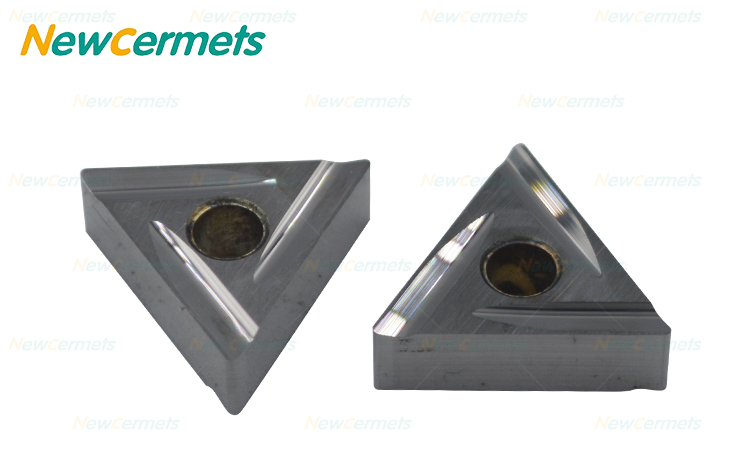
Станокпен қысылатын индекстелетін токарлық аспап - бұл ақылға қонымды геометрия және кесу жиегі бар дайын өнім. Индекстелетін кірістіру қысым тақтасының қысқыш әдісі арқылы құрал ұстағышына жиналады. Жаңа кесу жиектерімен жылдам ауыстырыңыз. Беру үшін станок қысқышын индекстелетін бұру құралын қабылдаңыз.
2024-01-04
Жоғары тиімділік, әмбебаптық, жылдам өзгерту және үнемділік мақсатына жету үшін CNC өңдеу құралдары қарапайым металл кескіш құралдарға қарағанда жақсы болуы керек.
2024-01-04
Кез келген құралдардың жұмыс істеу әдістері мен жұмыс істеу принциптерінде өзіндік ерекшеліктері, сондай-ақ құрылымы мен пішіні әртүрлі болғанымен, олардың барлығының ортақ құрамдас бөлігі, яғни жұмыс бөлігі мен қысқыш бөлігі бар. Жұмыс бөлігі - кесу процесіне жауапты бөлік, ал қысқыш бөлігі - жұмыс бөлігін станокпен байланыстыру, дұрыс күйді сақтау, а
2024-01-04
Дайындамадан кесу әдістерімен өңдеуге болатын кез келген қалақшалы құралды құрал деп атауға болады. Құрал - кесу кезінде қолданылуы керек негізгі өндіріс құралдарының бірі. Құралдың сортты жазу өнімділігі өнімнің сортына, сапасына, өнімділігіне және өзіндік құнына тікелей әсер етеді. Ұзақ мерзімді өндірістік тәжірибеде материалдың, құрылымның, пр
2024-01-04